











180-5843-6678

|
|









|
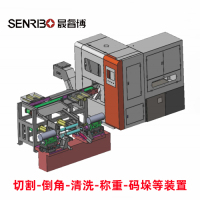
����(zh��n)�c�O�ٲ��棺�������ϵ�еĺ��ă�(y��u)���������и�ӹ��I(l��ng)���ٶȡ� �c �����ȡ� ���L��̎���y���{(di��o)�͵�ì�� ���� �����������(d��o)���пڴֲڣ���(qi��ng)�{(di��o)����(zh��n)�t�����Ч�ʡ��������ϵ�е�ͻ�������ڣ����Ԅ�(chu��ng)�¼��g(sh��)�������@һ�Փ����(sh��)�F(xi��n)�� ���O���и �c ����(j��)���ȡ� �������ںϣ��ɞ���M���Ј��ĺ��ĸ������� �����O�����ܵČ�(sh��)�F(xi��n)Դ�ڄ�(d��ng)���c�Y(ji��)��(g��u)����ȅf(xi��)ͬ���O(sh��)����d�Ĵ��������ŷ�늙C(j��)��ݔ�� 30kW ˲�r(sh��)���ʣ��(q��)��(d��ng)�Ƭ�� 6000 �D(zhu��n) / ��犵ĸ����\(y��n)�D(zhu��n)����Ͻ�(j��ng)�^��(d��ng)ƽ��У��(zh��n)�����S(ƽ�⾫���_(d��) G0.4 ��(j��))�����и� 20mm ���̼䓰�r(sh��)���M(j��n)�o�ٶ��_(d��)�� 50 �� / ��犣��^���y(t��ng)�O(sh��)������ 3 �����ϡ����P(gu��n)�I���ǣ��@�N���ٲ��� ���ַ�ʽ?j��ng)_�̡�������ͨ�^����ٿ��Ƽ��g(sh��)��(sh��)�F(xi��n)�����{(di��o)�٣����|����˲�g�Ե�������(10 �� / ���)������_��(d��o)�µ�λ��ƫ��;�M(j��n)�뷀(w��n)���и��A���Ԅ�(d��ng)�����������;�����Д��r(sh��)�ٽ�������(20 �� / ���)����ֹ���ϱ��ѡ�ij���{(di��o)����S�����a(ch��n)��(sh��)��(j��)�@ʾ������ԓ�O(sh��)���ɢ��Ƭ�и�Ćΰ�a(ch��n)���� 1200 ������ 3800 ����Ч������ 217%��
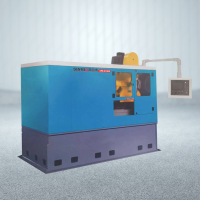
��������(zh��n)���Ƶĺ������� ����(d��ng)�B(t��i)�`���a(b��)���� ���g(sh��)�����y(t��ng)䏙C(j��)��C(j��)е�g϶�����(d��ng)���и��ͨ���� ��0.1mm�����������ϵ��ͨ�^���(xi��ng)��(chu��ng)��(sh��)�F(xi��n)�����S������ųߌ�(sh��)�r(sh��)�z�y�Ƭλ��(�ֱ��� 0.5��m)������ŷ�ϵ�y(t��ng)�M(j��n)����(j��)����;�Ƭ�S���ÿ՚��o���S�У���������(d��ng)������ 3��m �ԃ�(n��i);�C(j��)���ײ��ķ����|�F������ 90% ���ϵĸ��l���(d��ng)�����и� 45 ̖(h��o)䓰��ϕr(sh��)�����L�ȹ��(w��n)���� ��0.03mm����ֱ���`���0.02mm/100mm���пڴֲڶ��_(d��) Ra0.8��m����ȫ�M�㾫�������ֱ�Ӽӹ�Ҫ��ij��܇׃����S������X݆���ϵĺ��m(x��)ĥ�������� 0.3mm �p�� 0.1mm���μ��ӹ��r(sh��)�g�s�� 40%�� ��������(zh��n)�c�O�ٵąf(xi��)ͬ���������� ��������Ч�� �ď�(f��)�σ�(y��u)�ݡ��O���и�p�����O(sh��)��ռ�Õr(sh��)�g��ʹ���a(ch��n)����(ji��)�ĉ��s 50%;�߾��Ȅtʡȥ�˶��μӹ�����ij�C(j��)е�S�Ľy(t��ng)Ӌ(j��)�@ʾ�����������ʏ� 75% ������ 92%��ÿ�깝(ji��)ʡ䓲ijɱ��� 80 �fԪ���ں��պ�������ӹ��ȸ߶��I(l��ng)���@�N ��һ�γ��͡� �����Ȟ��P(gu��n)�I ���� �и�⁺Ͻ��~Ƭ�r(sh��)���������ϵ�м����� 30 �� / ��犵��ٶ�����Д࣬���ܱ��C�~�������� ��0.02mm ��(n��i)���M����m(x��)�b��ć�(y��n)��Ҫ�� �����ļ��g(sh��)ͻ�Ƶ��r(ji��)ֵ��(chu��ng)�죬�������ϵ���� ������(zh��n) + �O�١� ���p��(y��u)�ݣ����¶��x���и��O(sh��)������ܘ�(bi��o)��(zh��n)�������H��Q�˂��y(t��ng)�ӹ���Ч���c������������ͨ�^���ߵąf(xi��)ͬ���ã�������I(y��)�ṩ�˽�����Ч��ȫ�¿��ܣ��ɞ�߶������I(l��ng)�ɻ�ȱ�ĺ����b�䡣 |




