














180-5843-6678

|
|
|
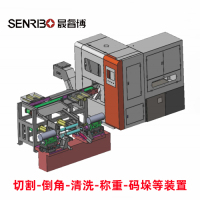
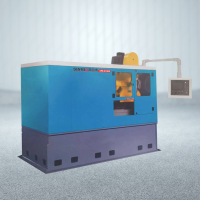
高精度金屬鋸切生產線:穩定運行,品質保障在精密制造領域,金屬鋸切的精度與穩定性直接決定后續工序的質量,高精度金屬鋸切生產線正是以 “穩定運行” 為根基,以 “品質保障” 為核心,通過硬核技術與智能管理的深度融合,成為高端裝備制造、航空航天等領域不可或缺的關鍵生產環節。它擺脫了傳統鋸切設備 “精度漂移”“效率波動” 的痛點,用持續穩定的性能輸出,為金屬加工質量筑起堅實防線。 穩定運行是高精度金屬鋸切生產線的核心競爭力,其穩定性源于設備硬件與控制系統的雙重保障。生產線的主體結構采用整體鑄造床身,經時效處理消除內應力,導軌安裝面的平面度誤差控制在 0.03mm/m 以內,確保鋸切過程中不會因機身變形影響精度。鋸切主機的驅動系統采用進口伺服電機與精密滾珠絲杠組合,重復定位精度可達 ±0.01mm,配合預緊力可調的導軌副,即使連續運行 12 小時,進給軸的反向間隙仍能保持在 0.005mm 以下。這種機械結構的穩定性,為生產線提供了抵御外部干擾的物理基礎。 智能穩速系統進一步鞏固了運行的穩定性。鋸片驅動電機搭載矢量變頻控制器,能在負載變化時自動補償扭矩,確保鋸片轉速波動不超過 ±5r/min。當切割高強度合金材料時,系統會通過扭矩傳感器實時監測切削阻力,自動調整進給速度 —— 阻力增大時降低進給量,阻力減小時恢復正常速度,避免因負載突變導致的鋸片振動。生產線還配備獨立的穩壓電源模塊,可將輸入電壓波動控制在 ±2% 以內,防止電網電壓不穩對伺服系統造成干擾,這種 “機械穩結構 + 電子穩參數” 的雙重設計,讓設備在復雜工況下仍能保持穩定輸出。
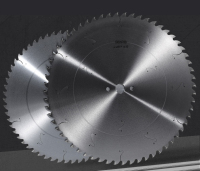
針對長時間運行可能出現的精度衰減,生產線引入預測性維護機制。通過安裝在關鍵部位的振動傳感器與溫度傳感器,實時采集設備運行數據,結合 AI 算法分析趨勢變化。當檢測到鋸片軸承溫度超過 45℃或絲杠振動頻率異常時,系統會提前推送維護提示,避免因零件磨損引發的運行波動。例如,在航空發動機葉片坯料鋸切中,生產線可連續 8 小時保持 0.02mm 的長度公差,設備綜合效率(OEE)穩定在 95% 以上,遠超行業平均水平。 品質保障是高精度金屬鋸切生產線的終極目標,其核心在于對鋸切精度與切口質量的極致把控。生產線采用 “雙閉環” 精度控制體系:內環通過光柵尺實時反饋鋸片位置,控制精度達到 0.001mm;外環則通過激光在線測量儀對成品尺寸進行 100% 檢測,數據實時傳輸至控制系統,若發現超差立即調整鋸切參數。這種 “實時監測 - 動態補償” 機制,使批量加工的尺寸一致性誤差控制在 0.05mm 以內,完全滿足航空航天零件的嚴苛要求。 切口質量的提升體現在細節處理上。鋸片采用超細晶粒硬質合金材質,經金剛石砂輪精密刃磨,鋸齒鋒利度達到納米級,配合高壓冷卻系統(壓力可達 15MPa)的精準噴射,能有效抑制毛刺產生,切口粗糙度可穩定在 Ra0.8μm 以下。對于易產生加工硬化的鈦合金材料,生產線會在鋸切前通過紅外預熱裝置將材料局部加熱至 150℃,降低材料硬度的同時減少鋸切抗力,避免因材料韌性過高導致的切口撕裂。這些針對性工藝,讓每個切口都能達到 “即切即用” 的精度標準。 品質追溯體系為質量保障提供數據支撐。生產線為每段鋸切工件賦予唯一二維碼,記錄鋸切時間、設備參數、操作人員、檢測數據等全流程信息,可通過掃碼追溯完整加工履歷。當后續工序發現質量問題時,能快速定位是鋸切參數異常還是材料本身缺陷,為質量改進提供精準依據。在新能源汽車電機軸加工中,這種追溯能力讓不良品率從 0.5% 降至 0.03%,大幅降低生產成本。 生產線的環境適應性進一步強化了品質穩定性。設備安裝在恒溫車間內,配合獨立的空氣凈化系統,將溫度波動控制在 ±1℃,濕度保持在 45%-55%,避免因環境變化導致的材料熱脹冷縮影響精度。對于有防磁要求的精密零件加工,生產線還可配備磁屏蔽裝置,將周圍磁場強度控制在 0.5 高斯以下,防止磁性顆粒吸附在鋸片表面造成加工誤差。這種對環境變量的嚴格把控,讓品質保障從加工環節延伸至全場景。 高精度金屬鋸切生產線的 “穩定運行” 與 “品質保障” 形成了正向循環:穩定的設備性能為品質一致性提供基礎,而嚴苛的品質要求又倒逼設備持續優化穩定性。在高鐵軌道零件、精密模具等高端制造領域,這種生產線不僅是加工工具,更是質量體系的重要組成部分,它用數據化、可追溯的精度控制,重新定義了金屬鋸切的質量標準,為中國精密制造的升級提供了堅實的技術支撐。 |




